Formando,
de 3D-print
expert die
meedenkt.
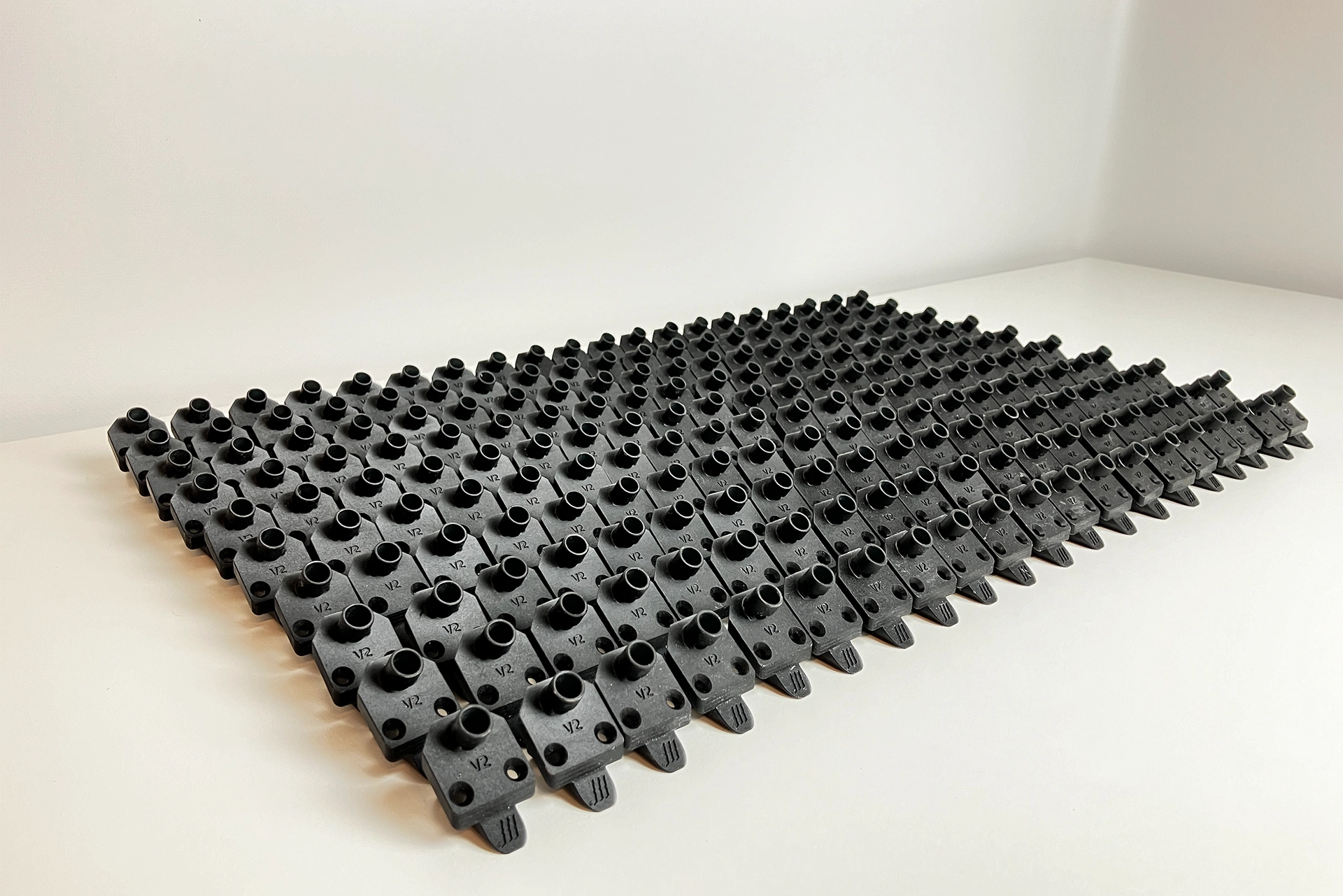
Zoek je een expert in 3D-printen? Die als een echte partner meerwaarde creëert en extra ideeën aanreikt? Die creatief hoog scoort en oplossingsgericht werkt? Die heel hands-on je project snel en vlekkeloos realiseert? Formando is je beste 3D-maatje. Van concept en ontwerp over 3D-printing tot afwerking.
3D-oplossingen op jouw maat